不要错过这部精心制作的直缝管 防腐管厂家直接面向客户产品视频!仅仅一分钟的时间,您将能够领略到我们产品的卓越品质和出色设计,发现更多令人心动的细节。
以下是:新疆乌鲁木齐直缝管 防腐管厂家直接面向客户的图文介绍
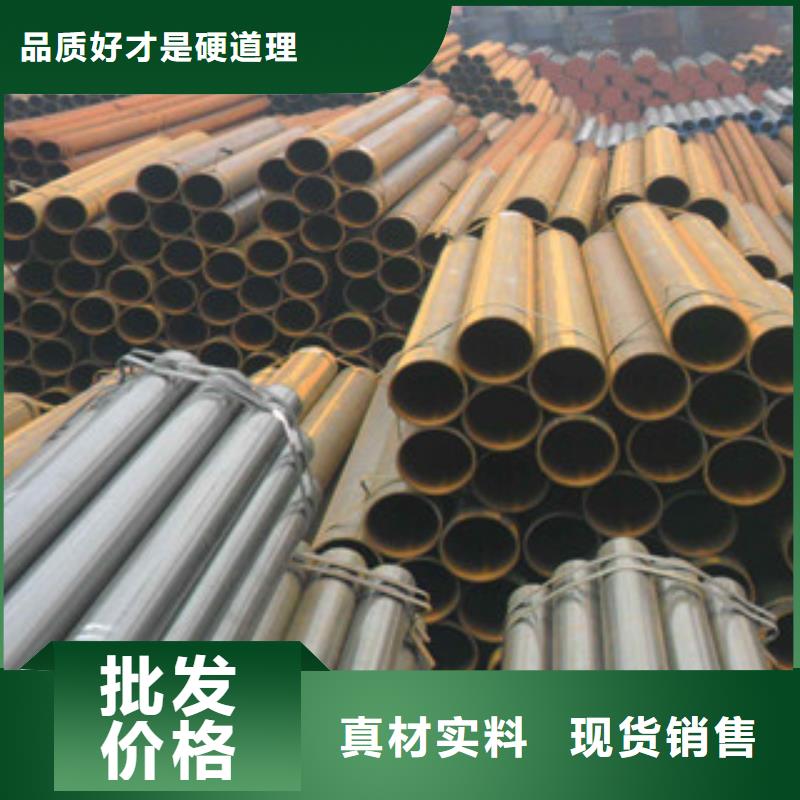
钢兴钢管(乌鲁木齐市分公司)是一家 Q355E无缝钢管生产厂家、经营 Q355E无缝钢管业务多年,为各行各业用户提供专心的、优良的 Q355E无缝钢管销售服务;为我们公司的客户量身定做 Q355E无缝钢管采购的“零库存”采购解决方案;确保客户能够在较短时间内简单、轻松地购买到所需的 Q355E无缝钢管。精良的设备及工程技术团队能保证 Q355E无缝钢管产品质量。
钢兴钢管(乌鲁木齐市分公司)以严谨周密的售前、售中、售后服务体系为广大用户保驾护航。


焊接工艺:
从焊接工艺而言,螺旋焊管与直缝钢管的焊接方法一致,但直缝焊管不可避免地会有很多的丁字焊缝,因此存在焊接缺陷的机率也大大提高,而且丁字焊缝处的焊接残余应力较大,焊缝金属往往处于三向应力状态,增加了产生裂纹的可能性。
而且,根据埋弧焊的工艺规定,每条焊缝均应有引弧处和熄弧处,但每根直缝焊管在焊接环缝时,无法达到该条件,由此在熄弧处可能有较多的焊接缺陷。
强度特点:
管子在承受内压时,通常在管壁上产生两种主要应力,即径向应力δ和轴向应力δ。焊缝处合成应力δ,其中,α为螺旋焊管焊缝的螺旋角。
螺旋焊管焊缝的螺旋角一般为度,因此螺旋焊缝处合成应力是直缝焊管主应力的。在相同工作压力下,同一管径的螺旋焊管比直缝焊管壁厚可减小。



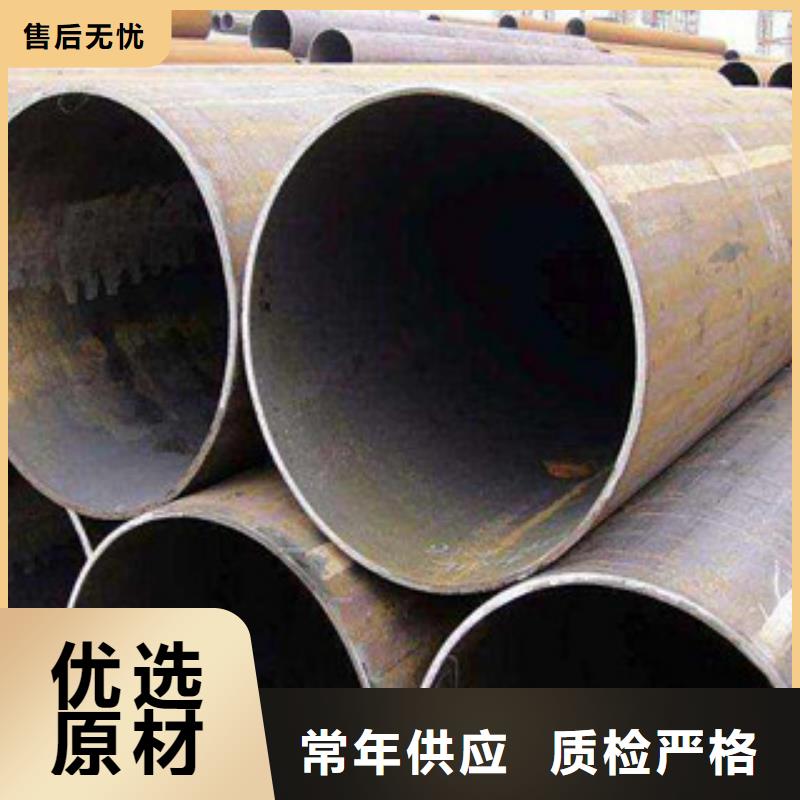
直缝焊管的成型工艺分类与成型质量控制
直缝电焊钢管以带钢为原料,通过一组成型机架连续成型为管状,然后用电阻加热或感应加热使带钢边缘部位处于熔融状态,在压力的作用下将接缝焊合而得到钢管。它能生产的产品 为Dmax<660.4mm,Smax<16mm,D/S>100。连续辊式成型是将管坯在具有一定轧辊孔型的多机架轧机上进行连续塑性弯曲而成管筒状,是一种应用广泛、优质的中、小口径电焊管成型方法。
立辊组成型法:在纵向由一组立辊对成型过程的变形加以约束,它是一种兼容了阶段成型和排辊成型特点的成型法,其特点是:
(1)轧辊对带钢成型中纵向的拉伸作用小,使边部拉伸处于小状态。
(2)立辊组可以用来成型各种规格的管材而不必换辊,共用性好。
(3)立辊组均为被动辊,摩擦消耗小,故成型所需功率小。








 扫一扫
扫一扫